The global industrial and commercial lighting landscape is undergoing a monumental shift. As municipal regulations worldwide phase out legacy fluorescent lighting due to hazardous mercury content and high energy consumption, procurement officers, engineering consultants, and developers are searching for the top trusted LED tube light factories. Modern illumination demands go far beyond simple lumen-per-watt upgrades; they require extreme thermal efficiency, compliance with dynamic standards (such as DLC Premium, CE, RoHS, and ATEX), and integration with smart building networks.
In this comprehensive guide, we dissect the manufacturing ecosystem, explore technical benchmarks that dictate reliable hardware, analyze Chinese supply chain efficiency, and introduce the specialized capabilities of industry leaders like Guangdong Dorde Lights Co. Ltd.
Founded in 2007, Guangdong Dorde Lights Co. Ltd. is a professional manufacturer specializing in LED lighting solutions for residential, commercial, and industrial applications. With years of experience in the lighting industry, we are committed to delivering reliable, energy-efficient, and high-performance lighting products to customers worldwide.
Dorde Lights is dedicated to the research, development, and production of modern LED lighting products. Our product range includes LED panel lights, downlights, linear lights, and customized lighting solutions. By combining practical engineering with contemporary design, we aim to create lighting that is both functional and visually refined. Our development strategy targets core performance challenges, such as glare reduction (UGR < 19), flicker-free drivers, and specialized spectral distributions.
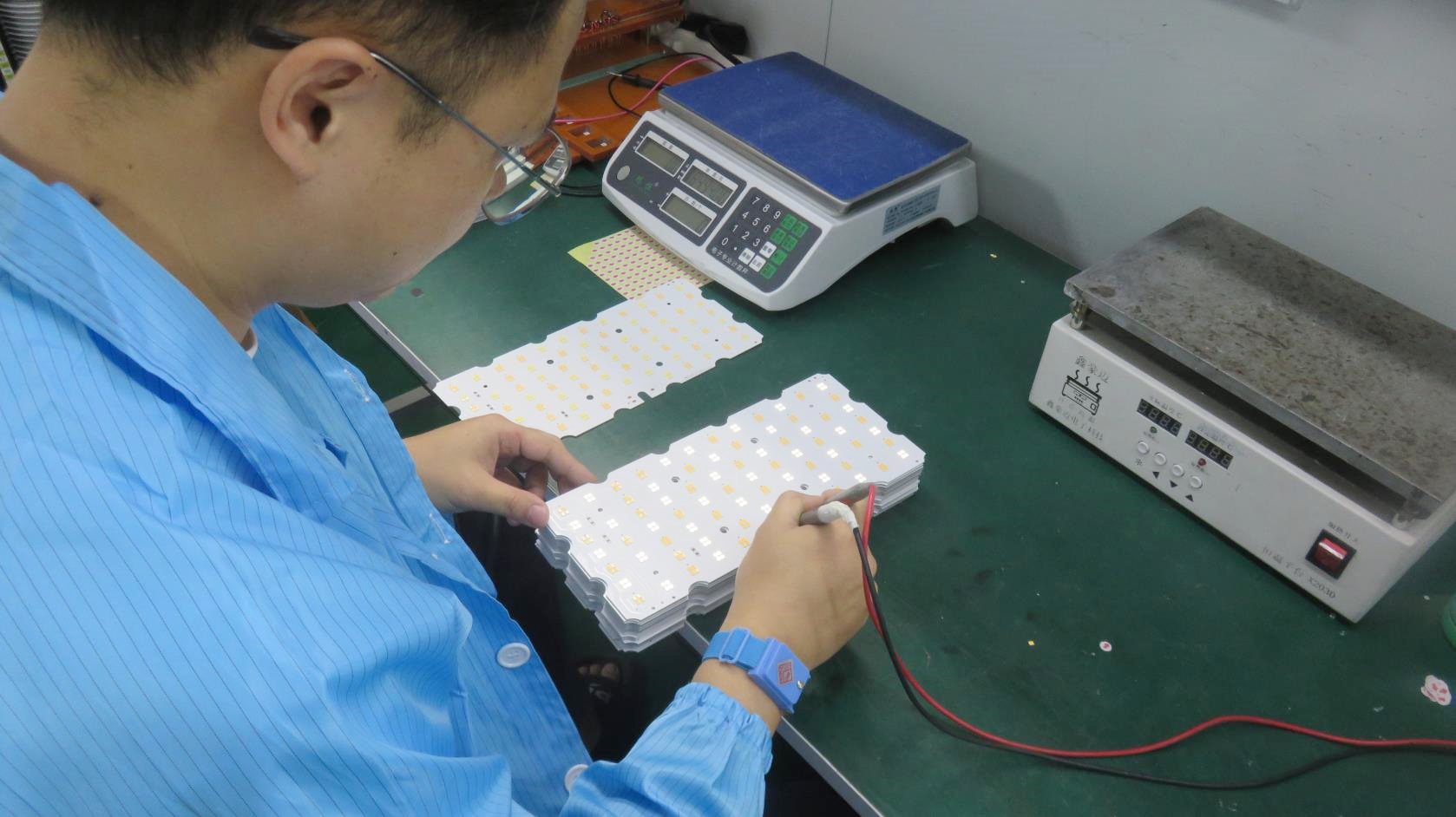
With a well-established production system and stable supply chain partnerships, we ensure consistent product quality, competitive pricing, and efficient delivery. Our manufacturing process follows strict quality control standards at every stage—from material selection to final inspection—ensuring reliability and long-term performance. This systematic oversight guarantees that each production batch matches laboratory-tested photometric performance.
We provide flexible OEM and ODM services to meet the diverse needs of global clients. By working closely with distributors, project contractors, and brand owners, we develop tailored lighting solutions that align with different market requirements and application scenarios. Whether it is adjusting the drive current for localized power grids or custom-extruding aluminum enclosures for architectural applications, our engineering division bridges the gap between design concepts and scalable manufacturing.
At Dorde Lights, we believe long-term success comes from trust and consistency. We are committed to maintaining close cooperation with our partners and continuously improving our products and services to adapt to evolving market demands.
Our vision is to become a trusted global LED lighting manufacturer recognized for quality, innovation, and customer-focused solutions. We will continue to invest in product development and manufacturing excellence to bring better lighting experiences to users around the world.
Our factory facility integrates advanced automated lines, high-frequency SMT machinery, and comprehensive environmental stress chambers to guarantee standard-compliant performance.










The Pearl River Delta in Guangdong remains the world's most concentrated and highly optimized LED manufacturing cluster. The strategic advantage of sourcing from top trusted factories in this region is founded on vertical industrial integration. From copper clad laminates for PCBs and aluminum extrusion profile facilities to local packaging of world-class semiconductor emitters, every component is manufactured within a two-hour logistics radius.
This geographical proximity eliminates logistics bottlenecks, dramatically reduces prototyping cycles, and guarantees rapid turnaround times for customized projects. When global distributors order linear luminaires from a dedicated facility like Guangdong Dorde Lights, they are leveraging an optimized network designed to mitigate raw material price fluctuations and maintain rigid dispatch timelines.
As lighting systems become integral to modern smart building infrastructure, manufacturers are designing products around three main pillars:
Commercial lighting designs must perform reliably in diverse environmental conditions. A high-quality linear fixture must match the operational parameters of its specific setting:
For project engineers, specifying a non-compliant luminaire is a serious liability risk. Reliable manufacturing hubs operate under ISO 9001 quality management procedures and ensure that products carry authentic third-party certifications appropriate for their destination markets: