Engineered for high performance, efficiency, and architectural integrity in global projects





In modern architectural, industrial, and commercial engineering, the demand for precision lighting has shifted from basic illumination to highly customized "checkered" and modular layouts. Checkered lighting refers to matrix-designed, grid-patterned, or modular tile light systems configured to balance light distribution, eliminate glare, and adapt to harsh operational conditions.
Whether used in petrol stations, hazardous petrochemical warehouses, high-tech indoor cultivation structures, or underwater marine setups, premium lighting systems rely on cutting-edge driver efficiency, thermal dissipation, and structural robustness. This whitepaper analyzes the key capabilities of the top global suppliers, showcasing manufacturing innovations, global procurement standards, and critical application insights.
Global procurement executives must evaluate manufacturers not just on nominal lumen output, but on systematic parameters: Luminous Efficacy (lm/W), Junction Temperature Control (Tj), Color Rendering Index (CRI > 90/95), and sustained IP ratings (IP65, IP66, IP68).
Key technical parameters that define top-tier checkered and modular industrial light engineering
How top-tier checkered and modular systems solve complex architectural and safety challenges
High-output checkered canopy fixtures (50W to 100W) utilize specialized optical lenses to project even distribution over pump lanes. Utilizing surface mounts and recessed frames, these fixtures maintain strict IP65/IP66 sealing to handle moisture, petroleum vapors, and outdoor thermal cycles, reducing maintenance costs by up to 70%.
In environments containing explosive gases or combustible dust (Zone 1 & Zone 2), cast aluminum housing and tempered glass lens structures prevent internal electrical sparks or thermal peaks from igniting external atmospheres. Certified under ATEX/IECEx standards, these fixtures deliver stable, safe illumination.
For commercial spaces, high CRI (Ra > 95) embedded wall washers and downlights employ step-structured deep reflectors. This moves the LED chip focal plane deeper into the ceiling cavity, achieving a Unified Glare Rating (UGR) of less than 19 while rendering merchandise and spatial textures with perfect color fidelity.
Engineered with Marine-Grade 316L stainless steel and filled with high-density resin, these IP68 underwater fixtures survive constant submersion in chlorinated pools or high-salinity seawater. Superior chemical resistance prevents galvanic corrosion, while advanced thermal management uses surrounding water to dissipate heat.
High-mol greenhouse systems employ customizable COB LED spectra (such as Samsung LM301H Evo) to optimize the Photosynthetically Active Radiation (PAR) spectrum. Designed to operate in high humidity (IP65) and corrosive fertilizer environments, these fixtures maximize crop yield across vegetative and bloom phases.
Constructed from die-cast aluminum alloys, dimmable garden bollard lamps provide safe pathway guidance. Seamless integration with external DALI or 1-10V dimming protocols allows property managers to scale lighting loads based on astronomical clocks, preserving energy and reducing urban light pollution.
Why South China serves as the epicenter of global solid-state lighting research, innovation, and production
Guangdong’s Pearl River Delta represents the most vertically integrated LED manufacturing cluster in the world. This regional ecosystem encompasses raw component refinement, semiconductor substrate processing, packaging (SMD/COB), driver board design, and high-precision CNC housing fabrication. For global buyers, this concentration offers substantial structural advantages:
By localizing the design loop within a 50-mile radius, Guangdong manufacturers like Dorde Lights bypass international supply bottlenecks. Complex thermal and photometrical simulations are quickly translated into structural molds, enabling rapid iterations.
Furthermore, localized logistics reduce overhead and transit friction. Products undergo comprehensive testing—including salt-spray exposure for coastal fixtures, vibration tests for high-vibration mining settings, and thermal runaway evaluations—prior to export, assuring reliability.
The technological developments driving the next generation of industrial and commercial illumination
Developments in gallium nitride (GaN) substrates and phosphor conversion are pushing commercial efficacy toward 180lm/W, lowering operating costs and supporting corporate decarbonization goals.
Modern drivers feature integrated NFC, Zigbee, and DALI-2 protocols, enabling real-time remote diagnostics, luminaire performance mapping, and preventive maintenance alerts.
Checkered light fixtures for indoor agriculture and architectural spaces increasingly use multi-channel COB packages, allowing precise spectrum adjustments from 2700K to 6500K.
Eco-design regulations require easily replaceable modular light engines and drivers, allowing operators to upgrade components without replacing complete fixture housings.
Integrated thermal sensors within LED boards automatically dim fixtures during extreme thermal events, preventing damage and protecting chip lifespans.
Exposed industrial housings are treated with multi-layer epoxy powder coatings and undergo ASTM salt spray testing, ensuring long-term resistance in coastal and chemical environments.
Your Reliable Partner for High-Performance LED Lighting and Custom OEM/ODM Services
Founded in 2007, Guangdong Dorde Lights Co. Ltd. is a professional manufacturer specializing in LED lighting solutions for residential, commercial, and industrial applications. With years of experience in the lighting industry, we are committed to delivering reliable, energy-efficient, and high-performance lighting products to customers worldwide.
Dorde Lights is dedicated to the research, development, and production of modern LED lighting products. Our product range includes LED panel lights, downlights, linear lights, and customized lighting solutions. By combining practical engineering with contemporary design, we aim to create lighting that is both functional and visually refined.
With a well-established production system and stable supply chain partnerships, we ensure consistent product quality, competitive pricing, and efficient delivery. Our manufacturing process follows strict quality control standards at every stage—from material selection to final inspection—ensuring reliability and long-term performance.
We provide flexible OEM and ODM services to meet the diverse needs of global clients. By working closely with distributors, project contractors, and brand owners, we develop tailored lighting solutions that align with different market requirements and application scenarios.
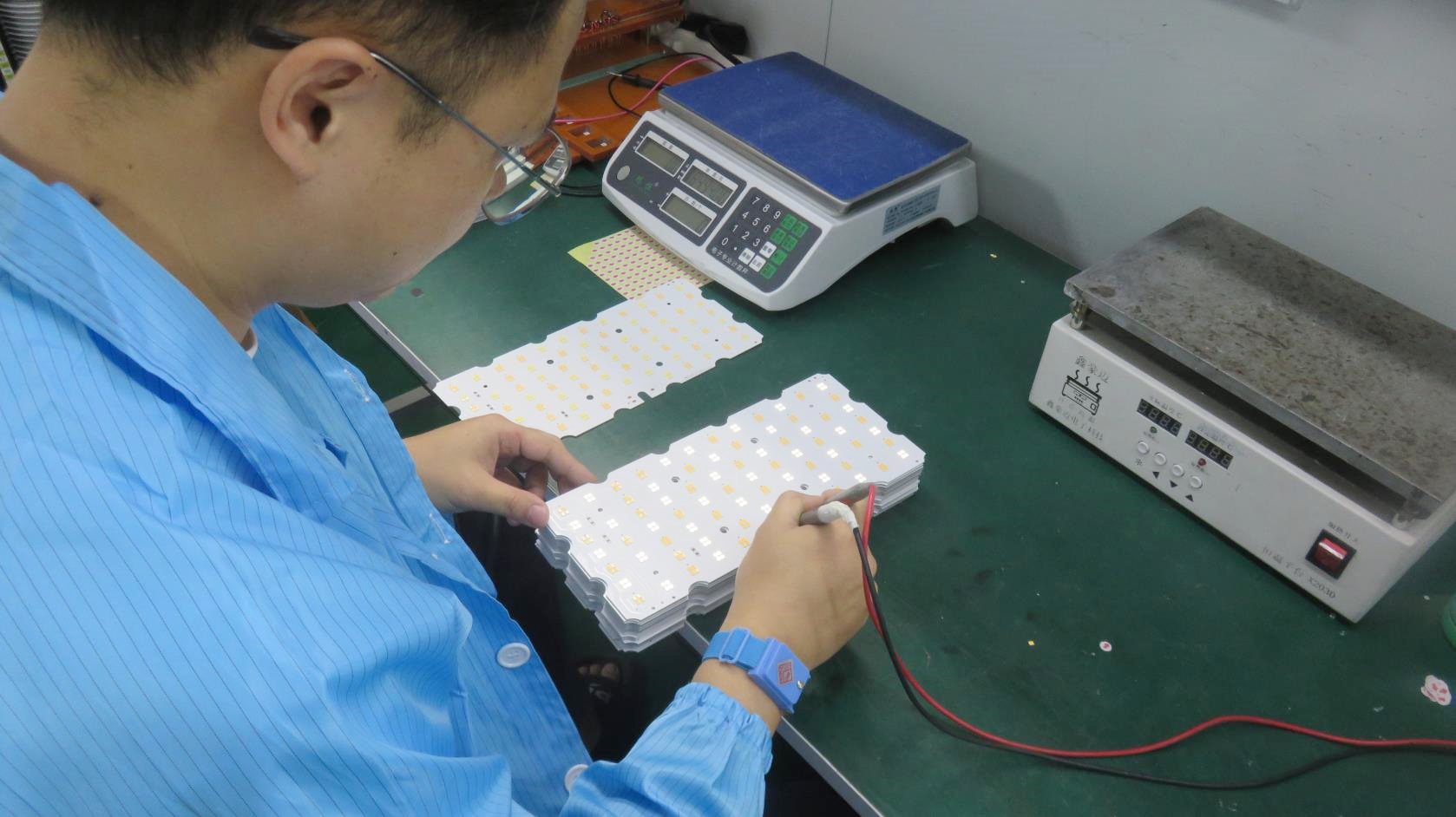
A step-by-step tour inside our advanced factory production, assembly, and quality verification pipelines










Essential checklist for B2B buyers evaluating commercial and industrial lighting suppliers
Ensure the manufacturer holds current CE, RoHS, UL, ETL, and CSA marks. These certificates prove the fixtures comply with strict local electrical codes and do not contain hazardous substances.
Request third-party verified IES files, integrating sphere measurements, and LM-80/LM-79 reports. These documents guarantee actual lumen output and color stability match catalog specifications.
Verify the supplier’s ISO 9001:2015 certification. Traceability of LED chip batches and driver components is crucial for resolving any warranty claims or performance variations.
Expert answers to common engineering, procurement, and installation questions
Browse our full range of certified industrial lights, marine fixtures, and horticultural grow systems